





 扫一扫
扫一扫




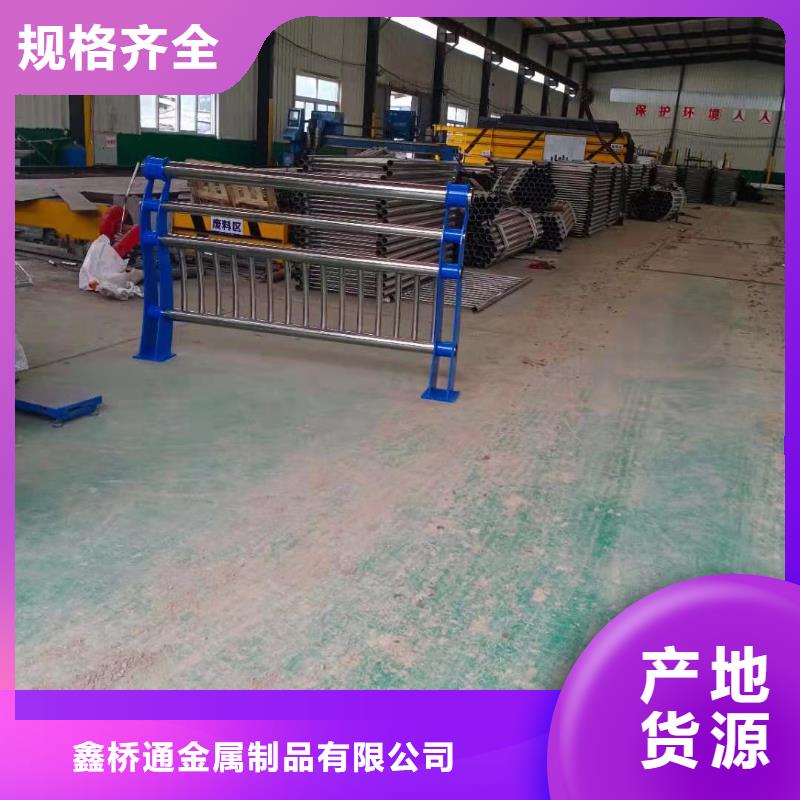
鑫桥通金属制品有限公司设备精良、计量检测手段完善、技术力量雄厚,并根据市场需求不断研制开发新的 镀锌喷塑防撞栏、品种。产品远销全国 20 多个省、市、自治区,深受广大用户青睐。我厂始终坚持,以质量求生存、以创新求发展,以敬业正直、追求品质的精神进行生产销售。


鑫桥通金属制品有限公司是专业从事【镀锌喷塑防撞栏、】生产的专业厂家,座落在享有【镀锌喷塑防撞栏、】之都-来宾工业园区内,交通便利,经济繁荣。本公司自创建以来本着开拓、奋斗、进取的精神,对技术工艺精益求精,现已发展成为具有一定规模的【镀锌喷塑防撞栏、】专业制造企业,【镀锌喷塑防撞栏、】产品畅销全国各地,赢得广大用户的赞誉.



2、钢筋加工尺寸要精准,装置时选用定位架法进行装置。依据规划图中2、3号钢筋的方位、视点和尺寸分别制作定位架,选用定位架合作操控点的做法使防撞栏钢筋的标高和线形得到了有用的确保,钢筋保护层合格率可保持在90%以上。
为桥梁防撞栏2号钢筋定位架在施工中的运用。定位架立在丈量操控点上,选用水平尺进行调平,前段横杆与立杆的视点是依据规划图中的视点加工的,横杆的长度也是依据规划图中的尺寸预留的。将方位调好的2号钢筋与翼板预埋4号钢筋焊接结实。
为桥梁防撞栏3号钢筋定位架在施工中的运用。当方位调整好今后,当即选用电弧焊将3号钢筋与预埋在梁体翼板中的4号钢筋和之前装置的2号钢筋焊接结实。以此类推每隔5米形成一个标准断面,然后挂线装置中心段落钢筋。
技术支持:cdlgp.com